
how we craft the high-quality of power inverter at our inverter factory?
Welcome to our inverter factory, where precision engineering meets cutting-edge technology! Let me walk you through our meticulous production process for the circuit board that forms the heart of our high-quality inverters.
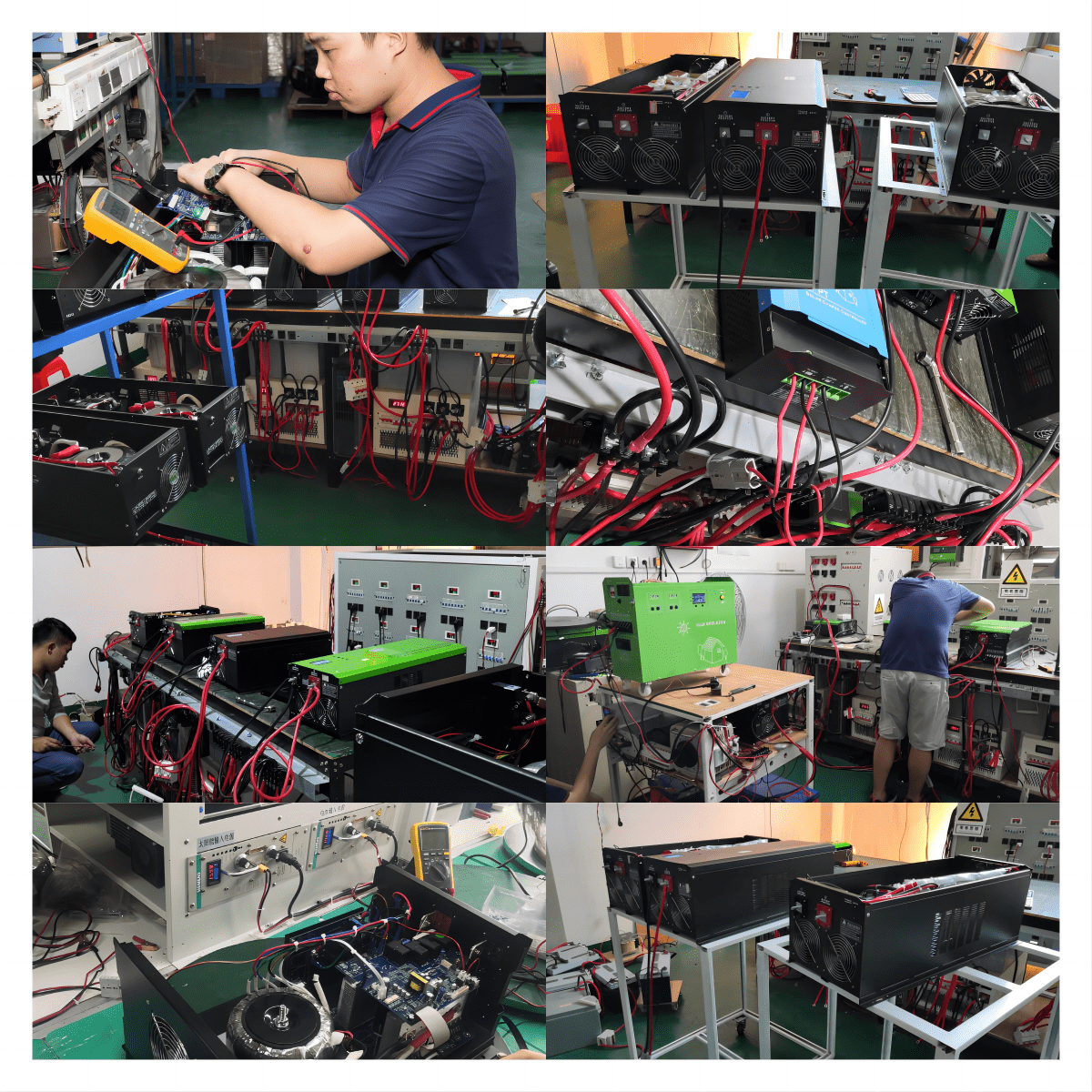
Initial Assembly:
Our skilled technicians begin by carefully assembling the circuit board components with utmost precision and attention to detail. Every component is selected to ensure superior performance and reliability, meeting the highest industry standards.
Preliminary Test:
Once the assembly is complete, we subject the circuit board to a series of rigorous preliminary tests. These tests are designed to identify any potential issues early on and ensure that the board is functioning correctly before moving on to the next stages of production.
Voltage and Current Measurement:
Our team of experienced engineers uses advanced multimeters to measure voltage and current levels across different points on the circuit board. This step is crucial to verify that the board is operating within the desired specifications, providing the optimum power conversion efficiency.
Waveform Analysis:
To guarantee optimal performance, we employ state-of-the-art oscilloscopes to scrutinize the waveform generated by the circuit board. This analysis allows us to ensure the smooth and consistent delivery of power, which is essential for a wide range of applications.
Power Testing:
The final step involves the utilization of precision power testers. These testers accurately measure the power output of the inverter, verifying that it meets the expected levels of efficiency and reliability. We take great pride in producing inverters that can withstand varying loads and challenging conditions, ensuring seamless operation for our customers.
Quality Assurance:
Throughout the entire production process, our quality control team works tirelessly to maintain the highest standards. Each circuit board undergoes a thorough inspection, adhering to strict guidelines, and any deviations are swiftly addressed.
At our inverter factory, we believe that excellence lies in the details. From the initial assembly to the final testing, every step is executed with precision and care to deliver top-notch inverters that empower our customers with efficient and reliable power solutions.
Once the product assembly of our inverters is completed, we proceed with the crucial step of conducting the first comprehensive test and data comparison for the entire machine. This comprehensive test is designed to ensure that each inverter meets our strict quality standards and performs optimally before it leaves our factory.
1. Integrated System Test:
During this phase, our expert team of sales engineers and technicians evaluates the entire inverter system as a whole. We examine how the circuit board interacts with other components and systems within the inverter, such as the control unit, cooling system, and output interfaces.
2. Data Comparison:
The data obtained from this integrated system test is then meticulously compared with the design specifications and performance benchmarks. This comparison is essential to identify any discrepancies and to validate that the inverter's actual performance aligns with our intended design.
3. Efficiency Assessment:
Our sales engineers evaluate the overall efficiency of the inverter, analyzing how effectively it converts DC power to AC power. This evaluation ensures that our inverters deliver the highest energy conversion efficiency, enabling cost savings and reduced environmental impact for our customers.
4. Load Handling Capacity:
During testing, we assess the inverter's ability to handle varying load conditions. This includes testing the inverter under different load scenarios to confirm its stability and ability to adapt to fluctuations seamlessly.
5. Temperature and Thermal Performance:
Thermal management is crucial for the reliable operation of an inverter. We rigorously monitor temperature levels during testing to verify that the inverter remains within safe operating limits, even under demanding conditions.
6. Safety and Protection Features:
Our sales engineers scrutinize the inverter's safety features, ensuring that it is equipped with comprehensive protection mechanisms such as over-current protection, over-voltage protection, and short-circuit protection. These measures are vital to safeguard the inverter and connected equipment.
7. Compliance Verification:
As part of the data comparison process, we verify that our inverters comply with relevant safety and industry standards. This includes international certifications and regulations, providing our customers with the confidence that our products adhere to the highest quality and safety standards.
8. Customer Satisfaction Assurance:
At every step of the testing and comparison process, we remain committed to delivering the utmost satisfaction to our customers. If any issues are identified, our engineers take immediate action to address and rectify them, ensuring that each inverter leaving our factory is of the highest quality.
By conducting these comprehensive tests and meticulously comparing the data, we guarantee that our inverters meet and exceed the expectations of our valued customers. At our inverter factory, quality, reliability, and customer satisfaction are at the core of everything we do.